The reason for this statement is that in the last few years of working on filter media technology, areas where regulatory control has been strongest has driven the market to change and innovate. Where there has not been the drivers to make changes, the need for lower cost and commoditisation of products has led to a stagnation in technology.
The two examples that I want to use are fuel media technology and HVAC. In this blog I will focus solely on fuel filtration.
Emissions regulation driving the fuel filter market
The need for emissions control into the atmosphere is a major public health hazard globally. Couple this with the rapid growth in car and truck ownership in the Developing World we are facing a major challenge.
Car and truck emissions of concern are:
- soot particles from diesel trucks and cars. We discussed the filtration of soot in an earlier blog. In this case the challenge is to avoid the emission of soot in the first place. These form potentially carcinogenic particles known as PM2.5's and contribute significantly to smog in the atmosphere.
- NOx. The formation of nitrogen oxides is a by-product of high temperature combustion. Reducing the fuel consumption is a key route to reducing the levels of emissions.
Both of these factors have led to increasing regulatory control globally. The leadership is driven by the Europeans through a series of emissions limits over the years known as Euro I-VI. These couple the particulate and NOx emissions and set stringent demand on new vehicles on the roads.

Outside of emissions controls, many countries e.g. UK and Germany have used tax as a powerful lever to ensure that the cost of fuel remains high (In Germany the tax is €0,83/litre) and to drive manufacturers to be more fuel efficient and reduce the consumption of fuel.
There are many technology requirements needed to achieve these targets including exhaust catalyst systems and with increased control on the dosing of fuel to the injection systems. The latter has driven a need for cleaner fuel in both petrol and diesel systems.
In particular diesel powered vehicles (due to the lower fuel consumption but higher particulate emissions) has seen both a greater growth in usage and also a greater focus in terms of technology and innovation.
Diesel fuel has a range of challenges to meet the requirements of the regulations due to its inherent dirtiness. The key issues are:

- water content: this varies regionally over the globe with the highest levels in China, India and Brazil. The diesel filter has to shed the water to ensure that the droplets don't corrode the the injectors and inhibit clean ignition.
- waxes and broad chemical composition. Diesel, unlike petrol has a wider range of chemical composition with much higher molecular weight organic components. These are often waxy, particularly at lower temperatures leading to blockages of fuel filters requiring the fuel to be pre-heated to around 70C. However the sources of material for diesel also alter. Diesel is primarily a hydrocarbon from oil but, increasingly, bio-sourced components are being used for a portion of the diesel fuel e.g. rape seed oil or soya oil. The behaviour of these materials is much more aggressive to filters than traditional mineral oil based diesel.
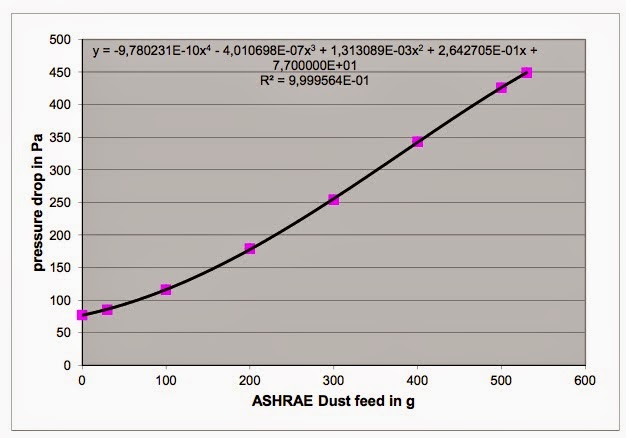
- inherent particulate concentration in the fuel. As with water variability n the quality standards to which diesel is manufactured leads to different levels of free particulates as can be seen from the global map from Bosch. Higher levels of particulates demand longer lifetime elements in terms of dust holding capacity.

Increased performance specifications for diesel fuel filtration
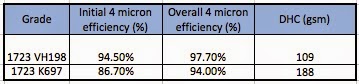
These increasing demands of performance have seen the market move significantly over the last 10 years. The demands for increased diesel fuel filtration performance has seen a move from media with 80-90% 4 micron efficiency to ISO 19438 to 99.5% 4 micron efficiency at the same level currently. This was achieved initially through the development of more efficient cellulose media, operating at the limits of a standard paper machine (1-2 cfm permeability). IN the US addition of glass increased this efficiency further. However the risks of glass fibres being washed from the filter into the fuel line, damaging the engine was not accepted in Europe. Increasing the efficiency decreases the lifetime of the element as the initial pressure drop increases. Thus composites have become required (see my previous blog on gradient density). Initially these were single layer cellulose meltblown composites with PBT (for chemical and heat resistance) but as the targets for efficiency have been driven higher by Bosch and others, the limits of cellulose have slowly been surpassed and multi layer all synthetic composites will be the requirement for the future or cellulose based composites where the cellulose acts solely as a pleatable backer to enable the material to be processable on standard pleating lines.
The increasing need for water separation has led to the development of complex dual stage elements. Water is always present in all fuel. The water droplets in all fuel are created by the actions of pumps and are stabilised by the presence of surface active ingredients in the fuel such as lubricity additives and anti oxidants. With increasing use of bio diesel, the long chain fatty acids of natural oils also behave as surface active components, reducing the surface tension and both increasing the stability and decreasing the particle size of the droplets. The result is a need for a coalescing, water shedding pre-filter with an excellent water separation to ISO 16332. In many modern fuel filter assemblies the result is a two stage water and particle separation for diesel.
Summary
The increasing complexity of fuel filters over the last decade has not been driven solely by process economic but by regulation. The fact that the latest standards in fuel filtration have been set in Europe are related to the increasingly tight regulations in Europe. The fact that China is still only now implementing Euro IV standards of emissions cleanliness whilst the EU is at Euro VI show that the regulatory environment is driving the technological environment. If we had left this solely to the market, would Europe have developed the most advanced fuel filtration systems in the world? Probably not- this market, like others in filtration would have ended up with low cost static performance, not the vibrancy of technological innovation.
The high levels of environmental cleanliness are the least that our children should expect from us. For once the regulators are not wrong and are setting the standards that drive innovation.